
切削油を使用する際、適切な物を選ぼうと思っていても「水溶性切削油と不水溶性切削油の違いがいまいちよくわからない」という方もいるのではないでしょうか。
そこで本記事では水溶性切削油と不水溶性切削油の特徴を紹介します。合わせて、どちらを選べば良いかという点も紹介するため、選び方で迷っている方は、ぜひ参考にしてみてください。
目次 [hide]
切削油とは

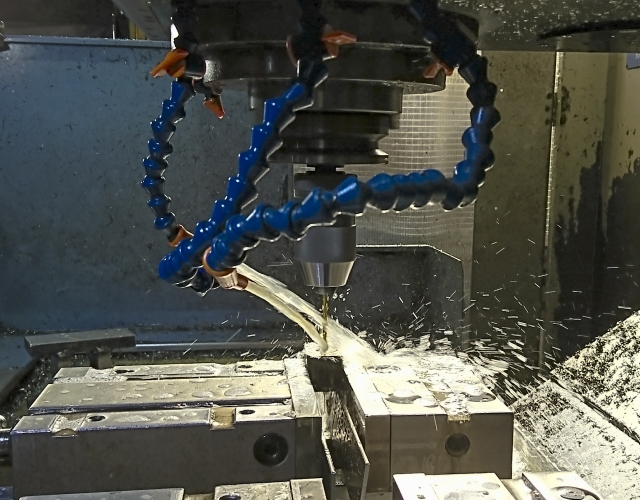
切削油は金属を切削するときに潤滑材として使用されます。切削作業をすれば、金属くずが飛び散ってしまいます。切削油は金属くずの飛散を防ぐ効果が期待できるため、作業時には欠かせない物となっています。
ただし、切削油にはメリットもあればデメリットもある点を覚えておきましょう。ここでは以下の点を紹介します。
- 切削油を使うメリット
- 切削油を使うデメリット
それぞれ解説します。
切削油を使うメリット
得られるメリットは、以下のように3つあります。
- 潤滑作用
- 冷却効果
- 品質向上
潤滑作用で切削作業をスムーズにすると、生産性の向上が期待できます。また、切削の際に発生する摩擦熱を冷却効果により低減することで、工具を長持ちさせるメリットもあります。
さらに、切削油を使うと表面が綺麗に仕上がり、品質が向上する点もメリットとして挙げられるでしょう。
このように、多くのメリットがあるため、切削作業に切削油は欠かせません。
切削油を使うデメリット
切削油を使うと変色したり、錆びたりする金属もあります。また、切削油がミスト状に飛び散ることで足元が滑るなど、作業環境が悪くなったり、廃油の処理が必要な切削油もあるため環境に良くなかったりする点もデメリットとして挙げられます。
飛び散った切削油はオイルミストと呼ばれ、工場内外にたくさんの悪影響を及ぼすのです。そのため、ミストコレクタと呼ばれる機械でオイルミストを除去しなければなりません。
水溶性切削油と不水溶性切削油を比較しよう

切削油には、水溶性切削油と不水溶性切削油の2種類があります。それぞれ特徴が異なり、どのような切削作業をするかによって使い分けなければなりません。
ここでは、以下の点を紹介します。
- 水溶性切削油の特徴と種類
- 不水溶性切削油の特徴と種類
水溶性切削油の特徴と種類
水溶性切削油は、その名称のとおり水で希釈して使用します。高い冷却効果が期待できるうえに、水で希釈しているため引火の可能性が低い点が特徴です。
水溶性切削油はJIS(日本産業規格)によって、さらにA1種・A2種・A3種の3つにわけられています。
A1種:エマルション型
A1種はエルマション型と呼ばれ、10~30倍に希釈して使う水溶性切削油を指します。希釈後は乳白色になる特徴があります。
水溶性切削油のなかでは1番潤滑作用が高い特徴を持つのがA1種です。
A2種:ソリュブル型
A2種はソリュブル型と呼ばれ、10~50倍に希釈して使う水溶性切削油です。
希釈後は透明もしくは半透明となる特徴があり、水に溶ける成分のみで構成されているものと、水に溶ける成分と水に溶けない成分から構成されているものがあります。
A1種より洗浄力や冷却効果は高いですが、潤滑作用は劣ります。
A3種:ケミカルソリューション型
A3種はケミカルソリューション型と呼ばれ、30~80倍に希釈して使う水溶性切削油です。希釈後は透明になる特徴があります。
A3種はほかの水溶性切削油と比べて高い冷却作用が期待できますが、潤滑作用がないのも特徴として挙げられます。
不水溶性切削油の特徴と種類
不水溶性切削油は原液のまま使用します。
より高い潤滑効果が得られるため、より高い品質が期待できる点が特徴です。ただし、危険物に相当するため、取り扱いには注意が必要です。
JISによって、4つの種類にわけられています。
N1種:混成タイプ
N1種の混成タイプは、油性型とも呼ばれています。
N1種の成分は鉱油もしくは脂肪油で、金属同士がぶつからないようにし摩擦や摩耗を防ぐ効果があり、極圧添加剤を含んでいない点が特徴です。
N2種:不活性タイプ
N2種の不活性タイプはN1種に極圧添加剤を添加した不水溶性切削油です。
N2種は銅板腐食が150℃で2未満と定められています。銅板腐食とは、磨いた銅板を150℃の切削油に1時間浸した際にどのくらい変色するかを表し、数字が小さいほど変色しにくいとされています。
N3種:中活性タイプ
N3種の中活性タイプは、N1種に硫黄分の極圧添加剤を添加した不水溶性切削油です。
銅板腐食が150℃で2以上、100℃で2以下のものと定められています。そのため、N2種よりも銅板腐食性が強い特徴があります。
N4種
N4種はN3種と同様に、N1種に硫黄分の極圧添加剤を添加しています。
銅板腐食が100℃で3以上のものと定められています。つまり、不水溶性切削油のなかで1番銅板腐食性が強く、変色しやすい点が特徴的です。
水溶性切削油と不水溶性切削油の選び方
水溶性切削油と不水溶性切削油は、どのように使い分ければよいでしょうか。選ぶ際は、以下2つの観点から選びます。
- 加工する金属の種類
- どのように加工するか
錆びやすいものは不水溶性切削油、錆びにくいものは水溶性切削油などと加工する金属の種類で選ぶとよいでしょう。
また、粗い加工は水溶性切削油、制度が求められる加工は不水溶性切削油など、どのように加工するかによっても使い分けられます。
まとめ:状況に合わせて切削油を選ぼう

切削作業には切削油が欠かせません。デメリットもあるため、取り扱いには十分な注意が必要です。
また、切削油には水溶性切削油と不水溶性切削油があります。それぞれ特徴が異なるため、加工する金属や加工方法などを考慮し、状況に合わせて選びましょう。